
Les surfaces des films utilisés dans différents secteurs (matériaux industriels, emballages alimentaires, produits du quotidien, etc.) sont traitées pour offrir diverses caractéristiques en fonction de l’application, par exemple pour en améliorer la transparence, la brillance, ou bien encore la résistance à l’eau et aux tâches.
Si les traitements de surface sont parfois évalués en tenant les films à la lumière pour inspecter visuellement la brillance de leur surface et leur transparence, il est aussi nécessaire de mesurer quantitativement les différences au niveau de leur texture.
Pour cela, il est fréquent d’évaluer la rugosité de la surface, une mesure quantitative de la texture. Les paramètres de rugosité de surface standard Sa, Sdq et Sdr servent à évaluer les propriétés de la surface dans la direction de la hauteur (Z). Toutefois, la rugosité de surface (hauteur) n’est qu’un des facteurs de la perception de la texture du film. L’effet de la texture des motifs fins et des motifs qui s’étendent dans la direction planaire (XY) est également important.
Si la plupart des paramètres de rugosité évaluent la composante de hauteur, les paramètres Sal (longueur d’autocorrélation) et Str (rapport d’aspect de texture) sont les seuls à évaluer la composante planaire.
Exemple expérimental : quantification des différences texturales de films ayant subi un traitement de surface
Pour mieux comprendre comment ces paramètres directionnels planaires aident à mesurer la texture de la surface d’un film, nous avons comparé trois films à l’aspect textural différent.
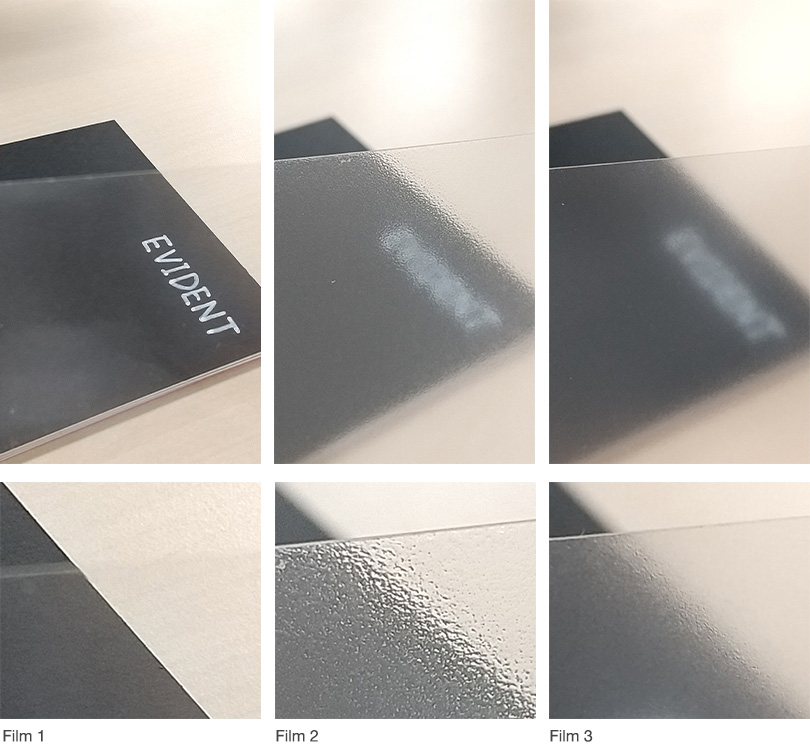
Le film 1, dans lequel le texte est clairement visible à travers le film, et les films 2 et 3, dans lesquels le texte apparaît flou, présentent des textures visuelles différentes. Voyons ce qui se passerait si nous évaluions ces trois films à l’aide des paramètres directionnels planaires Sal et Str.
Présentation des paramètres Sal et Str
Avant de nous plonger dans les données expérimentales, revoyons la définition de base de chacun de ces paramètres.
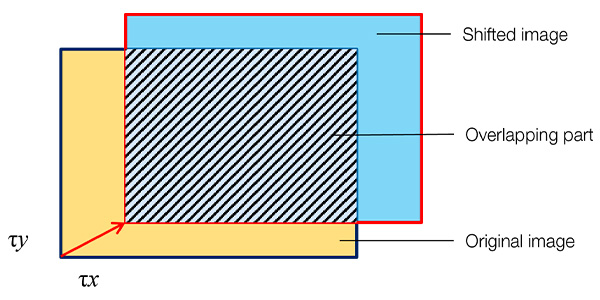
La longueur d’autocorrélation Sal mesure la similitude (ou la différence) entre une image montrant des aspérités et l’image d’origine, en la décalant horizontalement (τx, τy). Autrement dit, ce paramètre indique le degré de ressemblance entre l’image avant et après le décalage. Il s’agit d’une mesure de la densité d’aspérités de surface, comme les stries et les particules, exprimée en unité de longueur.
Les étapes suivantes permettent de quantifier les résultats :
- L’image montrant des aspérités est décalée d’un pixel horizontalement (τx, τy).
- Après avoir décalé et multiplié les valeurs de hauteur des zones ombrées qui se chevauchent dans la figure ci-dessous, une série d’opérations (normalisation, etc.) est effectuée. Ces processus sont appelés « opérations d’autocorrélation ». Une image d’autocorrélation, c’est-à-dire une version modifiée de l’image d’origine, est ainsi créée.
Création d’une image d’autocorrélation.
- Mathématiquement, la fonction d’autocorrélation (ACF) s’exprime ainsi :

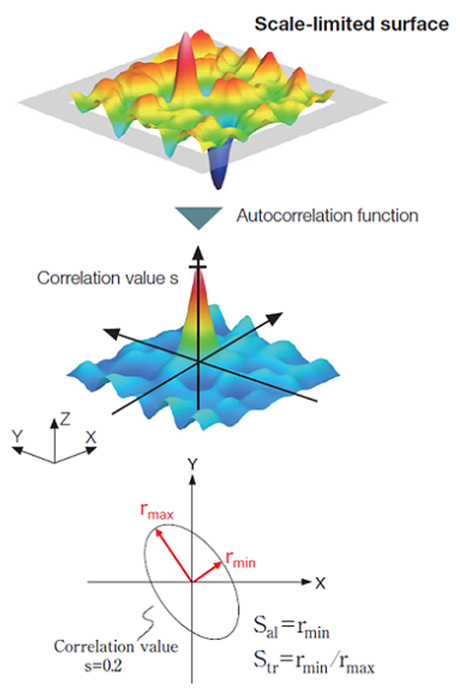
- La distance latérale la plus proche (rmin) qui décroît jusqu’à la valeur de corrélation s (0 ≤ s < 1, s = 0,2 si non spécifié) dans l’image d’autocorrélation est la valeur Sal.
Le rapport d’aspect de texture Str désigne le rapport entre la distance latérale la plus éloignée (rmax) qui décroît jusqu’à la valeur de corrélation s (0 ≤ s < 1, s = 0,2 si non spécifié) et Sal (rmin) dans une image d’autocorrélation.
Ci-dessous, les paramètres Sal et Str dans une vue en trois dimensions :
Ci-dessous, Sal et Str dans une vue en deux dimensions :
![]()
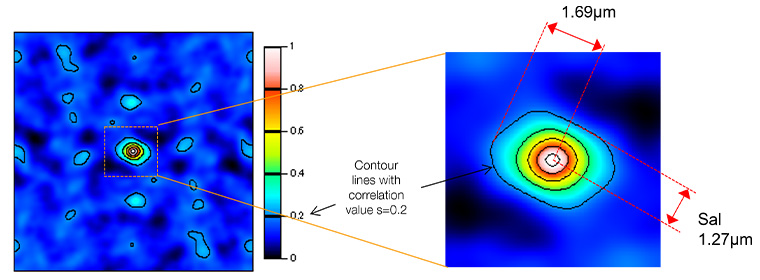
Sal = 1,27 μm. Str = 1,27/1,69 = 0,752.
Plus la valeur de Sal est faible, plus les aspérités de surface sont importantes ; plus elle est élevée, plus la pente de l’aspérité est douce. Le paramètre Str est compris entre 0 et 1. Une valeur de Str > 0,5 indique généralement une forte isotropie*. À l’inverse, une valeur de Str < 0,3 indique une anisotropie** importante.
*Invariance des propriétés et de la distribution en fonction de la direction. Ici, cela indique que la distribution de la forme est uniforme, sans biais dans aucune direction.
** Dépendance à la direction d’une propriété ou d’une distribution. Ici, cela indique que la distribution de la forme est biaisée dans une certaine direction.
Évaluation des trois surfaces de film par microscopie à balayage laser 3D
Dans cette expérience, j’ai d’abord vérifié l’état de la surface des trois films en 3D à l’aide d’un microscope confocal à balayage laser 3D LEXT™ OLS5100.
Pour acquérir les données 3D, le microscope OLS5100 balaie l’échantillon de surface avec un faisceau laser violet (405 nm). Les objectifs LEXT spécifiques, adaptés à la longueur d’onde de 405 nm et minimisant les aberrations, permettent de visualiser clairement les défauts et infimes détails difficiles à détecter à l’aide de microscopes optiques et laser conventionnels. Le système optique est également sans contact ; il n’y a donc pas de risque d’endommager la surface même avec un échantillon souple tel qu’un film.

Objectifs LEXT spécifiques, de gauche à droite : objectif à faible grossissement 10X, objectifs hautes performances 20X, 50X et 100X, et objectifs à longue distance focale 20X, 50X et 100X.
Laser rouge (658 nm : ligne et espace de 0,26 μm). |
Laser violet (405 nm : ligne et espace de 0,12 μm). |
De plus, le microscope OLS5100 peut analyser de manière fiable la rugosité de surface conformément à la norme ISO 25178, évaluer les paramètres Sal et Str (propres à la rugosité de surface), et assembler plusieurs images en une seule pour acquérir des données de champ large ultra-précises. Vous pouvez même spécifier des zones de l’image assemblée sur la carte macro pour analyser plus facilement la texture de la surface.
Cette dernière fonctionnalité est illustrée à l’étape suivante, où j’ai créé une image assemblée pour visualiser les données de rugosité surfacique des surfaces de film sur une zone plus étendue.
Acquisition des données de rugosité surfacique sur une surface plus large
La taille minimale visible à l’œil nu est d’environ 0,1 à 0,2 mm, et la taille de la texture sur la surface du film qui peut être évaluée visuellement est considérée comme supérieure ou égale à cette valeur.
La texture de la surface du film pouvant présenter des aspérités plus petites, il est important de sélectionner un objectif avec une résolution et un grossissement supérieurs lors de l’acquisition des données. Plus l’objectif est puissant, plus la résolution est élevée, mais en contrepartie, plus la plage d’observation du champ de vision est étroite. C’est pourquoi le mode d’assemblage du microscope OLS5100 est pratique pour les observations en champ large.
Les images acquises avec un objectif à fort grossissement peuvent être assemblées (associées comme dans un puzzle) pour obtenir des images haute résolution sur un champ plus large des aspérités éloignées les unes des autres de quelques dizaines ou centaines de millimètres.
Images 2D avant assemblage. |
Image 2D après assemblage. |
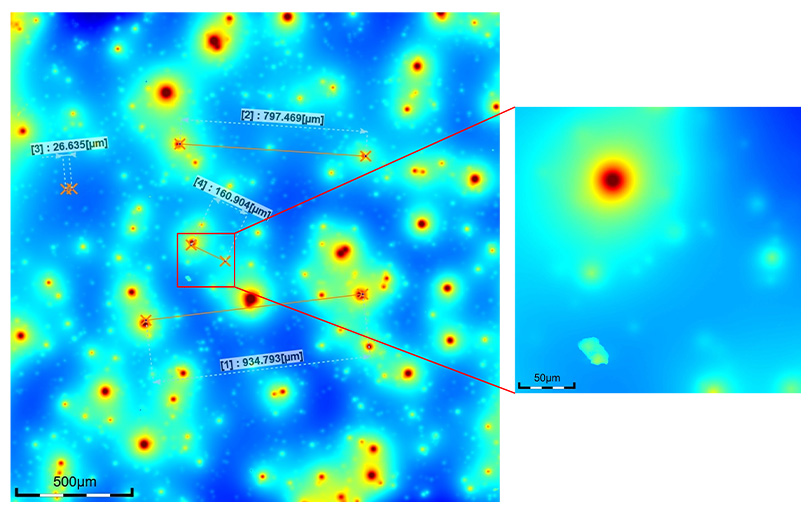
À gauche : images de la hauteur assemblées 9 × 9 (objectif 50X, carré d’environ 2 000 µm). Les images de la hauteur sont des images 2D représentant les données de hauteur codées par couleur. À droite : image unique, environ 250 µm. Dans l’image assemblée, les textures de toutes tailles sont éloignées les unes des autres d’une distance allant de quelques dizaines à quelques centaines de micromètres.
À présent, voyons les résultats de l’analyse réelle pour les trois films.
Ci-dessous, les images 3D et les résultats de la mesure de rugosité de surface des films 1, 2 et 3 obtenus à l’aide d’un microscope OLS5100 sur un carré d’environ 2 mm de côté.
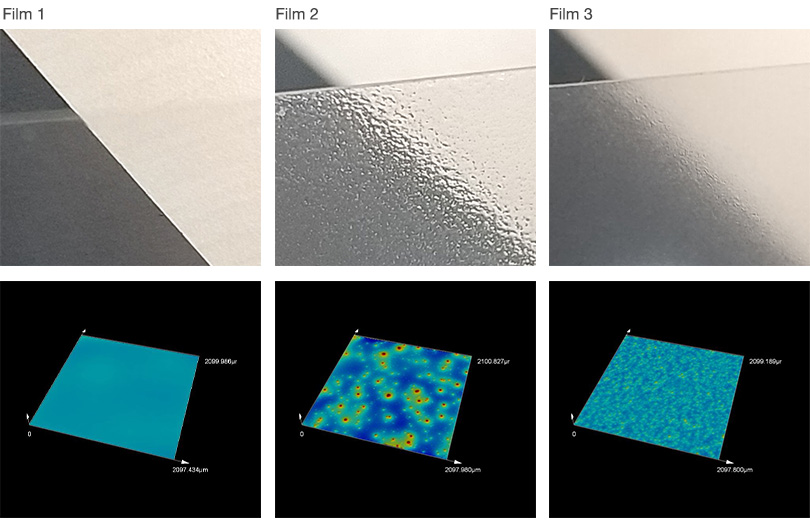
Comparaison des images 3D des films 1, 2 et 3. La ligne du bas montre les images assemblées 9 × 9 (objectif 50X, carré d’environ 2 000 µm de côté).
| Échantillon | Sa [µm] |
|---|---|
| Film 1_ob50x_9x9 | 0,069 |
| Film 2_ob50x_9x9 | 1,181 |
| Film 3_ob50x_9x9 | 0,391 |
Rugosité de surface (Sa).
Comme le montre le tableau ci-dessus, en ce qui concerne Sa (hauteur moyenne arithmétique), couramment mesurée pour évaluer la rugosité de surface, les valeurs représentent bien les différences au niveau des aspérités de surface des films dans les trois échantillons. Concernant la corrélation entre l’aspect visuel de la surface et la distribution des aspérités en 3D, on peut constater que le film 1 présente une surface lisse. En revanche, les films 2 et 3 présentent des aspérités sur tout ou partie de la surface.
Voyons à présent les paramètres de rugosité Sal (longueur d’autocorrélation) et Str (rapport d’aspect de texture), qui mesurent l’ampleur des aspérités.
| Échantillon | Sa [µm] | Sal [µm] | Str |
|---|---|---|---|
| Film 1_ob50x_9x9 | 0,069 | 244,26 | 0,605 |
| Film 2_ob50x_9x9 | 1,181 | 120,65 | 0,865 |
| Film 3_ob50x_9x9 | 0,391 | 35,162 | 0,839 |
Rugosité surfacique (Sa, Sal et Str).
Comme défini précédemment, plus la valeur de Sal est faible, plus l’aspérité de la surface est importante ; et elle est élevée, plus la pente de l’aspérité est douce. Les valeurs de Sal pour les différents échantillons sont liées, comme le montre le tableau ci-dessus. Comme vous pouvez le constater également avec les images 3D, le film 1, dont la valeur est plus élevée, présente un profil de surface plus progressif. Par contre, le film 3, dont la valeur est plus faible, présente un profil de surface dont la pente est plus forte, ainsi qu’un grain plus fin.
Str correspond au rapport entre la distance latérale la plus éloignée (rmax) qui décroît jusqu’à la valeur de corrélation s (0 ≤ s < 1, s = 0,2 si non spécifié) et Sal (rmin) dans une image d’autocorrélation. Il est calculé à l’aide de la formule suivante :
Sal = rmin
Str = rmin/rmax
Les valeurs de Str pour les trois échantillons montrent peu de différences entre les films 2 et 3, et quelques différences entre ces deux films et le film 1.
Plages de Str entre 0 et 1. Compte tenu du fait qu’une valeur de Str > 0,5 indique généralement une forte isotropie et une valeur de Str < 0,3 une forte anisotropie, et que les trois échantillons présentent une valeur de 0,5 voire plus, on peut conclure que la distribution des aspérités hétérogènes est isotrope. Le film 1, dont la valeur est plus proche de 0,3, est légèrement plus anisotrope que les films 2 et 3, dont les valeurs sont bien supérieures à 0,5.

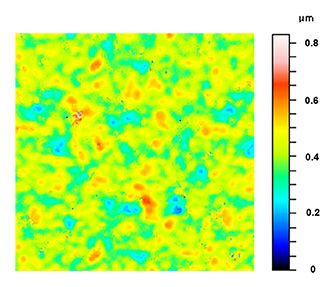
Image de la hauteur
![]()
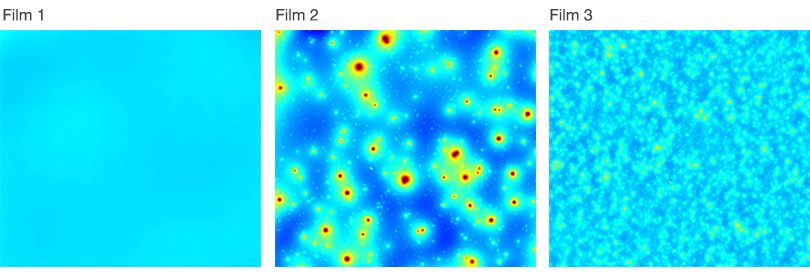
Image d’autocorrélation
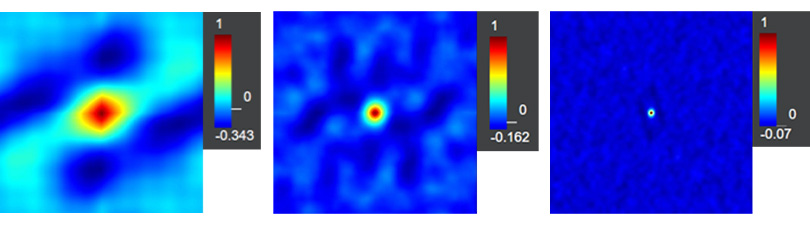
![]()
Vue élargie de l’image d’autocorrélation
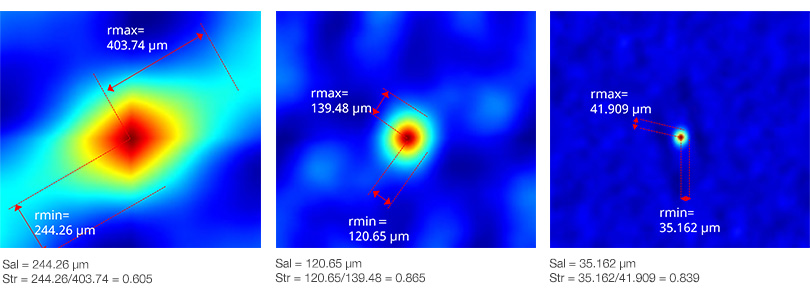
Détermination des différences texturales de films à l’aide de paramètres dans les trois dimensions de l’espace.
Les données nous permettent de tirer les conclusions suivantes au sujet des surfaces des trois films aux aspects texturaux différents.
- D’après les valeurs de Sa (hauteur moyenne arithmétique), plus le film semble transparent (comme dans le cas du film 1), plus la surface est uniforme et lisse.
- D’après les valeurs de Sal (longueur d’autocorrélation), le film 1, dont la valeur est plus élevée, présente un profil de surface plus progressif. Le film 3, dont la valeur est plus faible, présente un profil plus abrupt et un grain plus fin.
- D’après les valeurs de Str (rapport d’aspect de texture), la distribution directionnelle des aspérités de surface est uniforme et moins biaisée (isotrope) pour tous les échantillons. Lorsque l’on compare les trois échantillons, le film 1 apparaît légèrement plus anisotrope (légère dépendance à la direction) que les deux autres.
Le microscope OLS5100 permet d’acquérir des données fiables pour évaluer la rugosité surfacique des films dans un grand nombre de secteurs. Pour en savoir plus sur l’utilisation du microscope confocal à balayage laser 3D OLS5100 afin de mesurer la rugosité surfacique d’un film, contactez notre équipe.
Contenu connexe
Hydrophobie et rugosité de surface des films : l’exemple d’un opercule de pot de yaourt
Brochure : Microscope laser de mesure 3D LEXT OLS5100
Électricité statique et rugosité de surface des films : une expérience
